مراحل آمادهسازی و اجرای جوش احتراقی (گامبهگام)
1. آمادهسازی هادی و الکترود
ابتدا سیم مسی و راد ارت بهطور کامل تمیز و عاری از هرگونه آلودگی، چربی و اکسیداسیون میشوند تا کیفیت اتصال تضمین گردد.
2. پیشگرم کردن قالب گرافیتی
قالب گرافیتی پیش از استفاده گرم میشود تا رطوبت احتمالی آن کاملاً از بین برود. وجود رطوبت میتواند باعث ترک قالب یا کاهش کیفیت جوش شود.
3. نصب قالب و تثبیت هادیها
قالب در محل اتصال قرار گرفته و سیم مسی و راد ارت بهطور کاملاً محکم در جای خود فیکس میشوند.
4. قرار دادن دیسک (پولکی)
پیش از ریختن پودرها، دیسک فلزی در محل مشخص داخل قالب قرار داده میشود تا از نشت مواد مذاب جلوگیری کند.
5. افزودن پودر جوش
مطابق دستورالعمل سازنده قالب، پودرها به میزان مشخص داخل قالب ریخته میشوند.
در این نمونه اجرایی:
اتصال سیم مسی با سطح مقطع 25 میلیمتر مربع
به راد ارت با قطر 5/8 اینچ
میزان پودر مصرفی: حدود 115 گرم
6. قرار دادن فیتیله احتراق
فیتیله احتراق داخل قالب و بر روی پودرها قرار داده میشود تا آغازگر واکنش گرمازا باشد.
7. بستن درب قالب
درب قالب بسته شده و گیرهها بهطور کامل محکم میشوند تا ایمنی و کیفیت جوش تضمین شود.
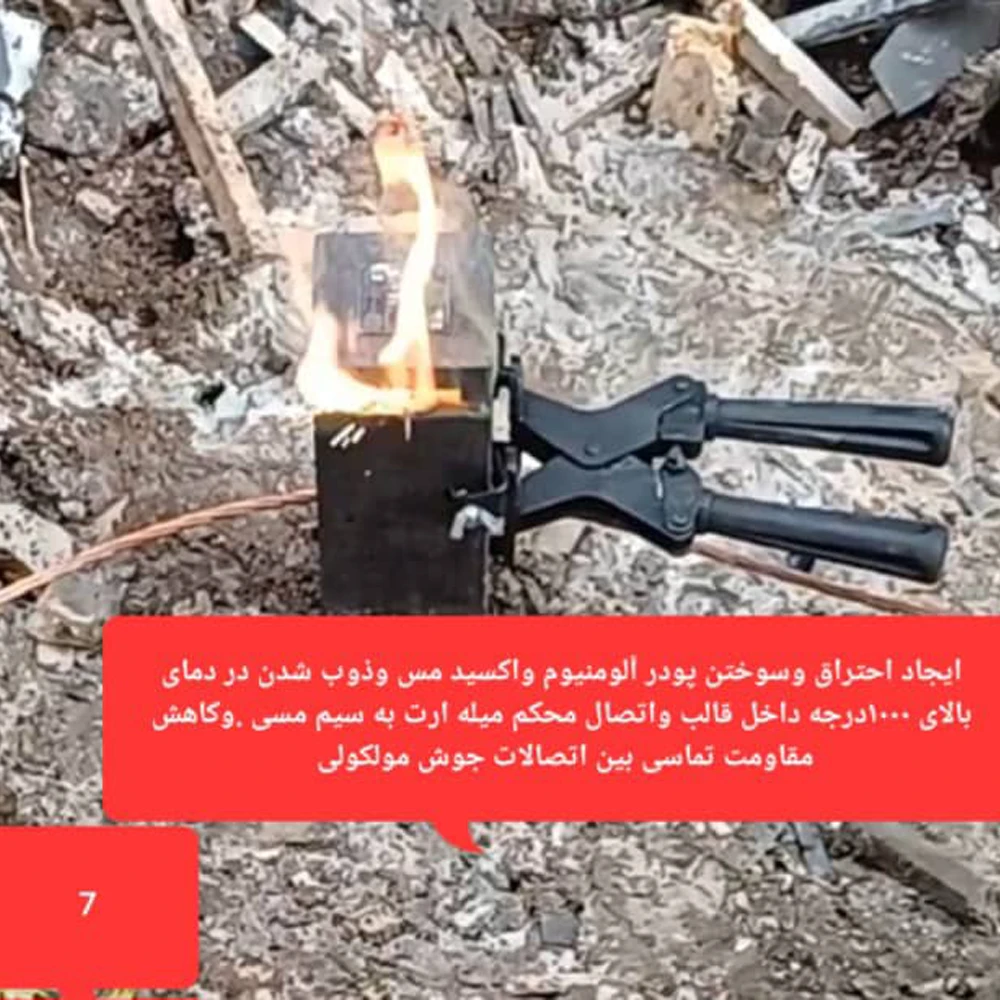
8. احتراق و جوشکاری
فیتیله توسط فندک مخصوص روشن میشود.
⚠️ نکات ایمنی بسیار مهم:
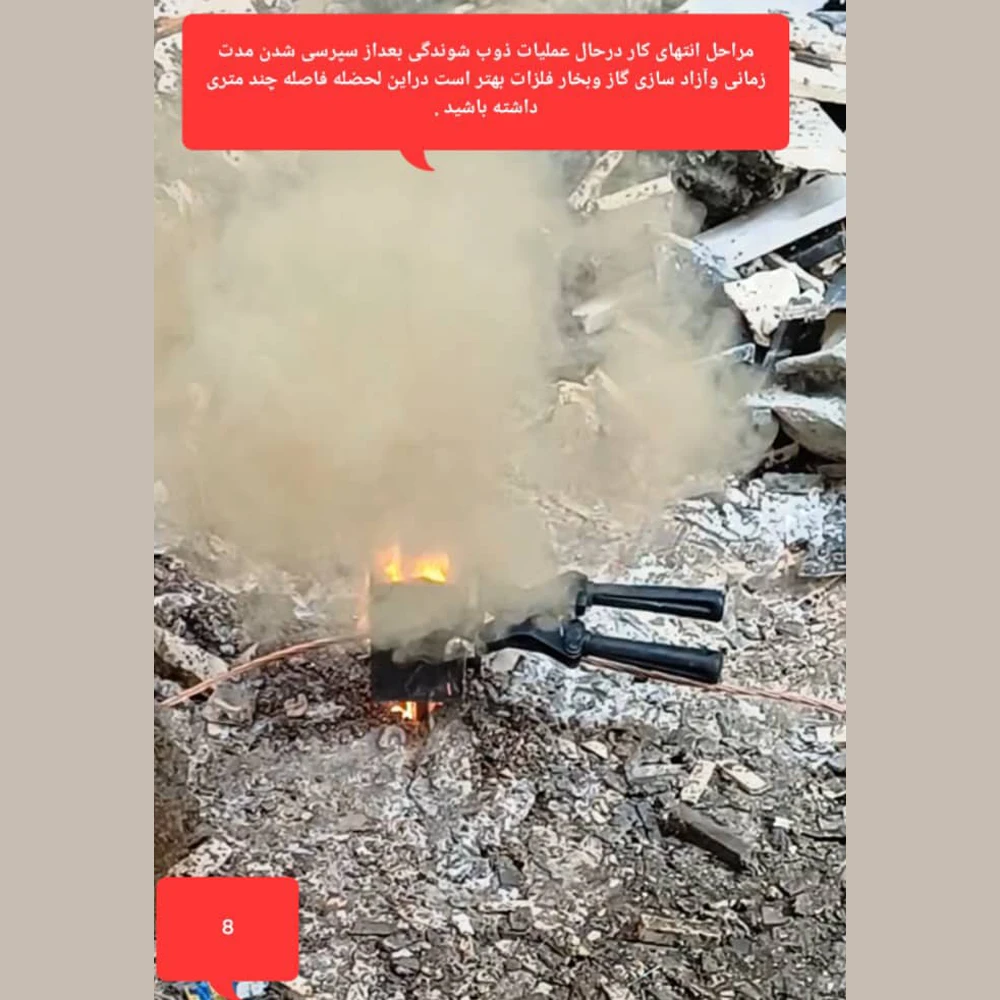
9. سرد شدن و باز کردن قالب
پس از پایان واکنش و طی زمان لازم برای سرد شدن، قالب باز شده و اتصال بررسی میگردد.
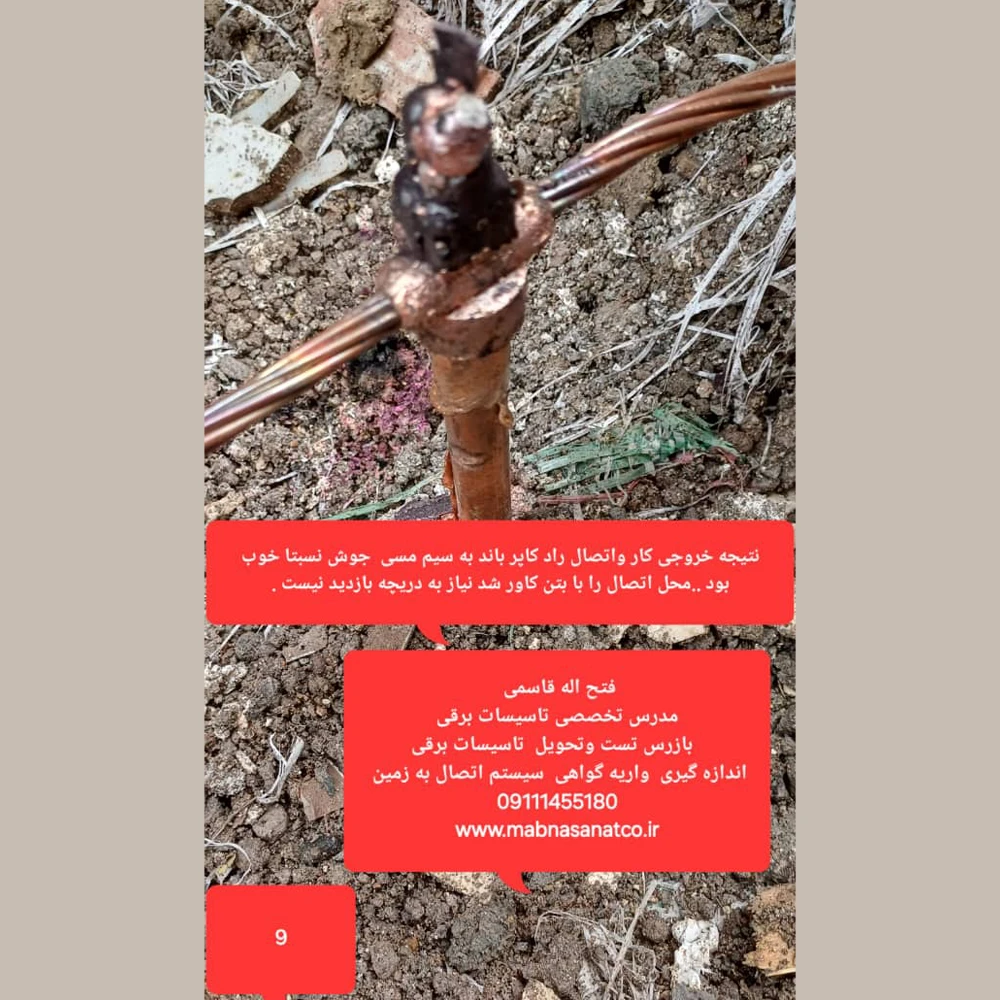
نتیجه نهایی
خروجی کار، اتصال دائمی، یکنواخت و با کیفیت الکتریکی بالا بین راد کاپرباند و سیم مسی بود.
به دلیل کیفیت مناسب جوش، محل اتصال با بتن کاور شد و نیازی به دریچه بازدید وجود نداشت.
جمعبندی
جوش احتراقی CADWELD یکی از مطمئنترین روشها برای ایجاد اتصال الکتریکی با کمترین مقاومت تماسی و بیشترین طول عمر است. اجرای صحیح این فرآیند نقش کلیدی در عملکرد ایمن و پایدار سیستمهای ارتینگ و حفاظت صاعقه دارد.
اگر بهدنبال طراحی، اجرا، تست و تحویل تخصصی سیستم اتصال به زمین و حفاظت صاعقه هستید، ما آماده ارائه خدمات در استان گیلان میباشیم.
مبنا صنعت & وسعت برق شمال
طراح و مجری تخصصی سیستم ارتینگ و صاعقهگیر
مشاور تخصصی تأسیسات برقی LV & MV
📌 فتحاله قاسمی
مدرس تخصصی تأسیسات برقی
بازرس تست و تحویل تأسیسات برقی
اندازهگیری و صدور گواهی سیستم اتصال به زمین
📞 09111455180
🌐 www.mabnasanatco.ir